
Advantages and disadvantages of cold extrusion threads and cutting threads process
Views : 14381
Author : Ron
Update time : 2020-01-09 16:46:44
Advantages and disadvantages of cold extrusion threads and cutting threads process
Edictor:Ron
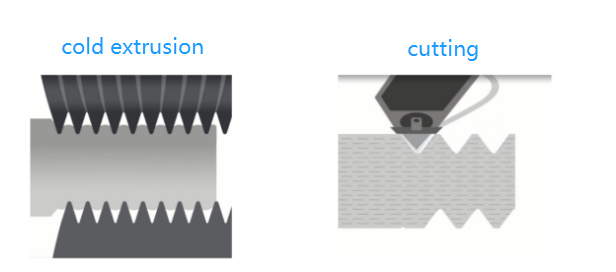
Comparison of processing principles:
Cold extrusion threads (cylindrical type and flat type) are threads formed by the extrusion of a workpiece by the rolling die, and cutting threads (grinding, turning, milling, and screw mold) are formed by removing the excess of the workpiece by a cutter or a grinding wheel Thread.
1. comparison of Tensile strength;After cutting the thread, the excess material of the workpiece is removed and the metal fiber structure is cut, so the tensile strength and toughness of the workpiece will be relatively reduced. After cold extrusion, the fiber structure of the workpiece tissue compresses and expands due to cold forming, which makes the tissue more compact, and the surface of the thread is hardened to increase the strength and hardness of the thread.
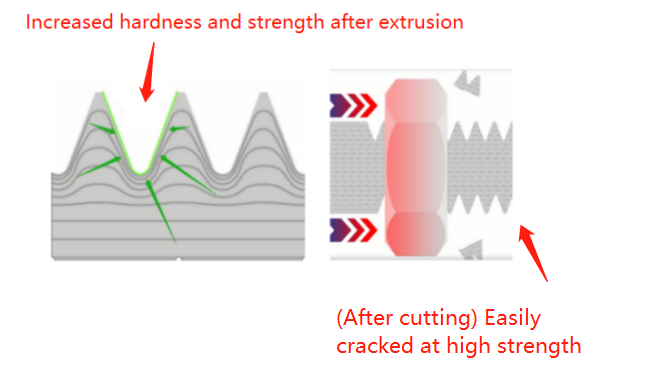
Therefore, cold-extruded threads can be widely used in important positions in important areas that require high-strength parts such as aerospace, automotive parts, medical equipment, and construction. Cutting threads cannot be used in the above fields for safety reasons.

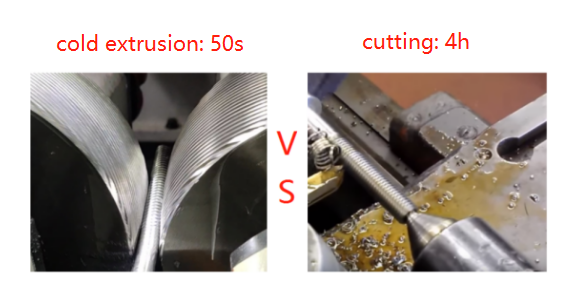
2. comparison of production cost :Cold extruded threads are formed at one time by rolling dies, and the processing time is fast; while the cutting thread requires multiple cuttings of the workpiece by the tool to form, and the processing time is relatively long.; the same processing time, the production capacity of the cutting equipment is far Far less than cold extrusion equipment. For example, a T-shaped screw with a length of 1 meter of T20X2.5mm can be completed in about 30-50 seconds using a cold extrusion machine, but it takes about 3-4 hours to cut a threading machine.
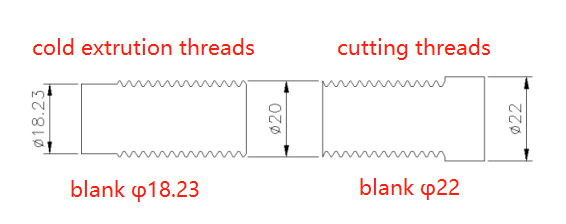
3. Comparison of material utilization:Cold extrusion threads is the thread that formed by expanding the workpiece blank by rolling dies,So there is no waste.Because the outer diameter after molding is larger than the blank, the material is directly saved.
For example, M20x2.5mm triangular metric screw, the outer diameter of the blank only needs to be 18.23mm. The cutting thread is cut by removing the allowance. The blank of the cutting thread uses a blank that is larger than the outer diameter of the thread. The longer the blank, the larger the blank, which will generate a lot of waste. The required raw materials are Correspondingly a lot more, the cost also increases; for example, M20x2.5mm 60cm long screw, the outer diameter of the blank needs 22mm.
4. Comparison of processing accuracy:Because the cold extruded threads is extruded through a die, once the die is determined, the cavity is fixed, so the accuracy of the thread extruded each time can be maintained; The cutting threads is formed by cutting multiple times with a tool. As long as the tool is worn, the thread formed will be different, affecting the consistency of the workpiece; it also brings a lot of trouble to the inspection of the workpiece.
rolling dies accuracy test

When we choose the production processing technology, if the amount of parts is relatively small, we will choose lathe turning (such as the fastening thread of maintenance parts or shaft parts);If the thread part of this part requires high accuracy, we must choose to grind (the thread used for measuring must be ground);The products produced by cold extrusion have unique tensile strength, lower time cost, lower material cost, good molding consistency and are suitable for mass production of parts, so this process is widely used by us.
Technical Consultant:Fuxin Hong Technical Reviewer:Yi Lau
Edictor:Ron
Comparison of processing principles:
Cold extrusion threads (cylindrical type and flat type) are threads formed by the extrusion of a workpiece by the rolling die, and cutting threads (grinding, turning, milling, and screw mold) are formed by removing the excess of the workpiece by a cutter or a grinding wheel Thread.

1. comparison of Tensile strength;After cutting the thread, the excess material of the workpiece is removed and the metal fiber structure is cut, so the tensile strength and toughness of the workpiece will be relatively reduced. After cold extrusion, the fiber structure of the workpiece tissue compresses and expands due to cold forming, which makes the tissue more compact, and the surface of the thread is hardened to increase the strength and hardness of the thread.

Therefore, cold-extruded threads can be widely used in important positions in important areas that require high-strength parts such as aerospace, automotive parts, medical equipment, and construction. Cutting threads cannot be used in the above fields for safety reasons.

2. comparison of production cost :Cold extruded threads are formed at one time by rolling dies, and the processing time is fast; while the cutting thread requires multiple cuttings of the workpiece by the tool to form, and the processing time is relatively long.; the same processing time, the production capacity of the cutting equipment is far Far less than cold extrusion equipment. For example, a T-shaped screw with a length of 1 meter of T20X2.5mm can be completed in about 30-50 seconds using a cold extrusion machine, but it takes about 3-4 hours to cut a threading machine.

3. Comparison of material utilization:Cold extrusion threads is the thread that formed by expanding the workpiece blank by rolling dies,So there is no waste.Because the outer diameter after molding is larger than the blank, the material is directly saved.
For example, M20x2.5mm triangular metric screw, the outer diameter of the blank only needs to be 18.23mm. The cutting thread is cut by removing the allowance. The blank of the cutting thread uses a blank that is larger than the outer diameter of the thread. The longer the blank, the larger the blank, which will generate a lot of waste. The required raw materials are Correspondingly a lot more, the cost also increases; for example, M20x2.5mm 60cm long screw, the outer diameter of the blank needs 22mm.

4. Comparison of processing accuracy:Because the cold extruded threads is extruded through a die, once the die is determined, the cavity is fixed, so the accuracy of the thread extruded each time can be maintained; The cutting threads is formed by cutting multiple times with a tool. As long as the tool is worn, the thread formed will be different, affecting the consistency of the workpiece; it also brings a lot of trouble to the inspection of the workpiece.
rolling dies accuracy test

When we choose the production processing technology, if the amount of parts is relatively small, we will choose lathe turning (such as the fastening thread of maintenance parts or shaft parts);If the thread part of this part requires high accuracy, we must choose to grind (the thread used for measuring must be ground);The products produced by cold extrusion have unique tensile strength, lower time cost, lower material cost, good molding consistency and are suitable for mass production of parts, so this process is widely used by us.
Technical Consultant:Fuxin Hong Technical Reviewer:Yi Lau